
YAG激光设备通常用于通过会聚Nd:YAG激光束进行各种金属的局部焊接。YAG激光泵浦YAG晶体的激光运转。
应用范围广可支持speedfam激光设备阵容30W~600W。稳定性高与低输出激光振荡输出高了。
Laser Equipment
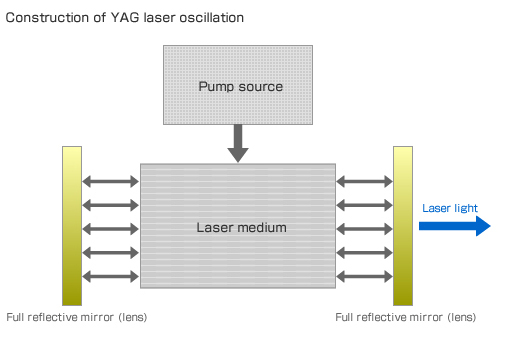
YAG laser equipment is used typically for local welding of various metals by converged Nd:YAG (neodymium-doped yttrium aluminum garnet) laser beam. YAG laser operates by laser light produced from optical pumping of YAG crystal.
YAG Laser Equipment

Wide range of applications can be supported by SpeedFam laser equipment lineup from 30W to 600W. High stability is obtained from low output to high output of laser oscillation.
Feature
Operation
- 6.5-inch TFT color touch panel
- English, Chinese, Korean, Japanese for display language

Laser oscillation
- Stable laser oscillation from low output to high output
- Intelligent power feedback system enables automatic power compensation for lamp deterioration
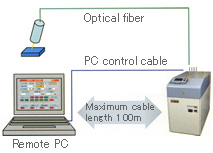
External control
- External control interface allows most operations and parameter switchings from remote control unit, and production automation can be designed easily.
- External control interface can be placed at maximum distance of 100 meters by digital conversion extension system.
- Fast switch of process condition.
- Operation panel can be disabled during external control.
- With remote PC system, PC provides the same control as operation panel. Process parameters can be transferred and written from PC, and multiple parameter files can be managed at the PC (RS-485 port is standard).
High repetition
- High repetition oscillation of 700 pps maximum
Long pulse
- Long pulse oscillation of 120 ms maximum
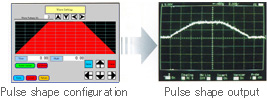
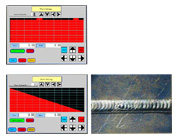
Pulse shape control
- Pulse shape parameter of one laser shot
- All pulse pattern parameter for laser output pattern control(e.g. precise configuration of laser output during each cycle)
- Fade-in and fade-out laser output pattern(e.g. smooth control for end point)

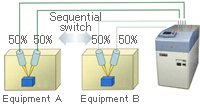
Beam split by optical fiber
Simultaneous, sequential, and sequentially simultaneous beam split are selectable. Effective production automation can be simply designed.
Specification
Air cooling models
| Model | 0310-30W | 0500-50W |
|---|---|---|
| Oscillation wavelength | 1.064μm | |
| Maximum rated power | 30W | 50W |
| Maximum output energy | 25J/P | 50J/P |
| Repetition | 1~500pps | |
| Pulse width | 0.07~50ms | 0.07~120ms |
| Laser condition | 64 patterns | |
| Shutter condition | 64 patterns | |
| Pulse shape | 40 patterns | |
| Pulse shape pattern | arbitrarily configurable | |
| Fade-in/fade-out shape | arbitrarily configurable | |
| All pulse pattern | arbitrarily configurable | |
| Maximum beam split | simultaneous 3, sequential 3 | simultaneous 4, sequential 4 |
| Cooling system | Air | |
| Power supply | 3P AC200V +/-10% 10A | 3P AC200V +/-10% 15A |
| Cooling water supply | - | |
| Dimension (mm) | 490(W)×970(D)×770(H) | 550(W)×1100(D)×952(H) |
| Weight | 185kg | 260kg |
Water cooling models
| Model | 0800-80W | 1000-100W | 1500-150W | 3500-350W | 6000-600W |
|---|---|---|---|---|---|
| Oscillation wavelength |
1.064μm | ||||
| Maximum rated power |
80W | 100W | 150W | 350W | 600W |
| Maximum output energy |
60J/P | 70J/P | 70J/P | 80J/P | 120J/P |
| Repetition | 1~500pps | 1~600pps | 1~700pps | ||
| Pulse width | 0.07~120ms | ||||
| Laser condition | 64 patterns | ||||
| Shutter condition | 64 patterns | ||||
| Pulse shape | 40 patterns | ||||
| Pulse shape pattern |
arbitrarily configurable | ||||
| Fade-in/fade-out shape |
arbitrarily configurable | ||||
| All pulse pattern | arbitrarily configurable | ||||
| Maximum beam split |
simultaneous 4, sequential 4 | 1 (op. split) |
|||
| Cooling system | Water | ||||
| Power supply | 3P AC200V +/-10% 20A |
3P AC200V +/-10% 20A |
3P AC200V +/-10% 30A |
3P AC200V +/-10% 75A |
3P AC200V +/-10% 125A |
| Cooling water supply |
< 25°C, 15L/min, 0.3MPa | <25°C 20L/min 0.3MPa |
<25°C 30L/min 0.3MPa |
<25°C 70L/min 0.3MPa |
|
| Dimension (mm) | 550(W) ×1100(D) ×952(H) |
550(W) ×1100(D) ×952(H) |
550(W) ×1130(D) ×992(H) |
600(W) ×1320(D) ×1370(H) |
1900(W) ×700(D) ×1260(H) |
| Weight | 260kg | 260kg | 315kg | 420kg | 850kg |
YAG Laser
YAG is an abbreviation of Yttrium Aluminum Garnet. Nd:YAG laser is one of the most widely used lasers, which is produced by optical pumping of YAG crystal doped with Neodymium.
Advantages of YAG laser
| Energy absorption by metal is better than CO2 laser. | >>> | Process can be done by less energy. |
| Energy can be transferred through optical fiber. | >>> | Production line can be flexibly designed. |
| YAG rod as the oscillation source does not deteriorate over time. | >>> | Reliable oscillation can be delivered with less consumables. |
Laser welding
Laser welding is a process of local melt and solidification of various metals by a converged laser beam.
Composition of the laser system
The laser system is composed of laser oscillator, optical path, beam convergence unit, motion unit, and sealing gas unit.
Fixed optical system and optical fiber
For laser welding, CO2 laser and YAG laser whose output has been increased are utilized as the oscillator.
Laser beam is generated at the oscillator, and transferred through optical path to beam convergence unit. CO2 laser is transferred by mirror (fixed optical system), and YAG laser is by optical fiber as well as mirror.
The transferred laser light is converged to the proper size by beam convergence unit, composed of parabolic mirror or convergence lens, etc.
Sealing gas (assist gas)
During the welding process by the converged laser beam, sealing gas (argon, helium, nitrogen) is usually applied in order to prevent oxidation of the weld area. SpeedFam supplies the suitable gas nozzles.
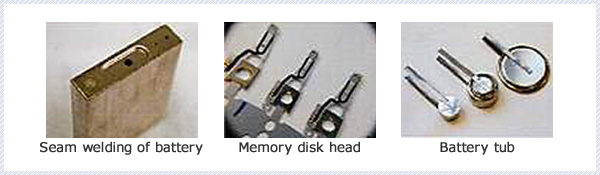
Laser welding applications
Electronics parts, machine parts, or automobile parts are typical laser welding applications. Laser process can be utilized from precise process to thick metal welding.
applications
- Spot and seam welding of metal parts
- Sealing of hermetic case
- Welding of different materials
- Connection of wire and terminal
- Welding of wires
- Heat consolidation / treatment
- Cut / hole
Optical system
Standard focus unit

Visual confirmation of the actual process is possible. Compact size enables easy replacement for existing production line. You can select the focal length from 40, 50, 70, 90, 120, and 150mm. (Special specification available)
Focus unit with CCD camera

or applications having difficulty of direct visual /confirm/iation, the focus unit with CCD camera provides a clear view of the process area through a monitor screen.
With this focus unit, physical process position can be precisely adjusted, and the image recognition is helpful for production automation.
Coaxial incident fiber, ring, or side fiber type can be chosen for lighting. You can select the focal length from 40, 50, 70, 90, 120, and 150mm. (Special specification available)
A focus unit with a high focus lens is optional.
Optical fiber
Optical fiber
| Step-index optical fiber(SI optical fiber) | Graded-index optical fiber(GI optical fiber) |
|---|---|
| Core diameter [0/1/0.2/0.3/0.4/0.6/0.8/1.0/1.2mm] |
Core diameter [0/1/0.2/0.3/0.4/0.6/0.8/1.0/1.2mm] |
Selection of optical fiber
- For small spot diameter
- use optical fiber of small diameter
- use optical system of low image formation rate
- use GI optical fiber
- For deep melt process
- use optical system of high image formation rate
- use GI optical fiber
- For large spot diameter
- use optical fiber of large diameter
- use optical system of high image formation rate
- use SI optical fiber and long focal length
- Monitor screen viewer
- use focus unit with CCD camera
- Simultaneous multiple laser process
- use multiple lenses
- use simultaneous 2, 3, 4 beam split system
Technical information
Process optical system
As optical system, fixed optical system and fiber optical system are selectable. Their features are as follows.
Fixed optical system
Suitable for small spot diameter of 100um or the less, by direct focus of laser beam
Fiber optical system
- Variable spot diameter by the image formation rate of optical system and the core diameter of fiber
- Suitable for simultaneous multiple laser process with beam split and optical fiber
- Space saving for automation system
- By material of application, suitable core diameter of SI fiber or GI fiber can be selectable.
Fixture
In laser welding process, workpiece fixing is very important. Recently processes for small parts are increasing, and positioning of workpiece is getting difficult. While thick workpiece welding can allow small gap between the parts, thin workpiece requires severe contact between them. Welding gap between thin parts may make blowhole.
In case of automation production, inadequate positioning makes troubles. With proper fixtures, automation system can be materialized. Special fixture design may be required by the workpiece shape.