返回
金刚石砂轮
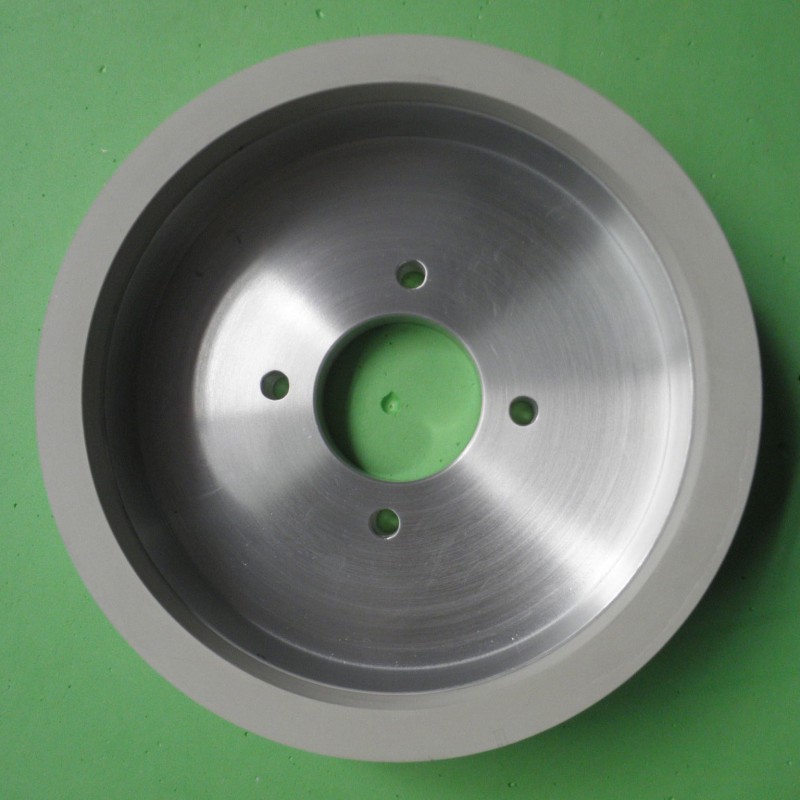
陶瓷/树脂金刚石/CBN杯形砂轮 磨PCD/PCBN钨钢刀具
人气:174 销量:0 评价:0
单价
¥
580.00
库存
1000件
品牌
未填写
商品详情
评价详情(0)
交易记录(0)
正在加载交易记录...
正在加载评价详情...
PCD/PCBN加工为什么选择陶瓷刀磨砂轮?
1.在磨削PCD刀具方面,由于树脂结合剂较软,磨削时容易变形,同时树脂结合剂金刚石砂轮不能有效地
磨削PCD刀具;
2.金属结合剂由于对磨粒的结合能力太强,磨削效率低,砂轮自锐性差,最重要是金属结合剂砂轮在加工
时,会造成PCD刀具边缘产生最最严重的磨损;
3.陶瓷结合剂金刚石砂轮内有较多的气孔,磨削时有利于排屑和散热,不易堵塞、在进行加工时不会对工件造成损害。
联系方式
公司:
河南科美磨具有限公司
状态:
离线
发送信件
在线交谈
姓名:吴彤菊(女士)
职位:销售
电话:
15670627751
手机:
15670627751
地区:中国-河南省
地址:
河南省郑州市上街区淮阳路南段23号