 网站首页
网站首页
 购物车
购物车 用户中心
用户中心 全部产品分类
全部产品分类 免费咨询行业专家
免费咨询行业专家


























服务热线
4006988696




超硬金刚石、CBN珩磨盘采用正六边形磨块拼镶而成的集合盘,主要用于精磨轴承端面、垫圈、活塞环、填隙片、制冷压缩机零件、叶片泵定子、转子端面、半导体材料、磁性材料、刀具、工程陶瓷等规格少数量大,要求严格的偶件产品。
二、优点
1、 具有尺寸精度高、一致性好;
2、 表面粗糙度可控;
3、 平行度、平面度等形位公差好的特点;
4、 加工效率是研磨的几倍至几十倍;
5、 其能实现清洁加工,工件加工后无需清洗,工人操作环境好;
6、 综合加工成本、直接成本低于其它加工方式;
三、配套机床厂家
主要配套机床厂家:日本光陽、德国彼特沃尔特斯、意大利麦杰瑞、英国莱玛特等进口机床;秦川发展、新乡机床厂、甘肃兰新、山东乳山、湖南宇晶等国产机床生产之端面珩磨机。
四、使用
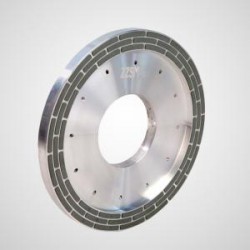
1、 安装
![]()
![]() 我公司出厂的珩磨盘平面度为0.03,平行度≤0.05,请按机床使用要求安装,另我公司可安排技术人员现场服务。
我公司出厂的珩磨盘平面度为0.03,平行度≤0.05,请按机床使用要求安装,另我公司可安排技术人员现场服务。
2、 零件排布:
a 零件一般所占的面积为珩磨盘面积的1/3~2/5;
b 零件排布应尽可能均布,使磨削机率相等;
c 零件初始尺寸偏差要小(10丝以内);
d 零件运动到珩磨盘内、外圈时零件的1/5必须超出上、下盘边缘;
3、 砂轮平面度对加工后工件平面度的影响,珩磨盘直径的大小不同,影响系数不同,大珩磨盘的影响系数小,小珩磨盘的影响系数大。一般加工后零件平面度为珩磨盘平面度的1/6~1/10。
4、 修整频率
使用过程,修整频率随零件的材质、硬度及磨削余量的不同而改变,一般磨50~150盘零件,修锐一次,此时,可用砂轮修整块或专用研磨粉对CBN、金刚石珩磨盘开刃2-3分钟,即可恢复使用。为减少修整频次可采用上、下磨盘定期改变旋转方向或转盘(工件基托)定期换向,均对盘面不均匀磨耗,盘面清屑及增加磨削效率有好处。
购买之前,如有问题,请向我们咨询
